更熟悉树脂体系
但未必看得到客户的模具、预成型、线速度、表面路线、公差和生产约束如何改变材料表现。
树脂体系、增强结构、截面设计和材料-工艺匹配。
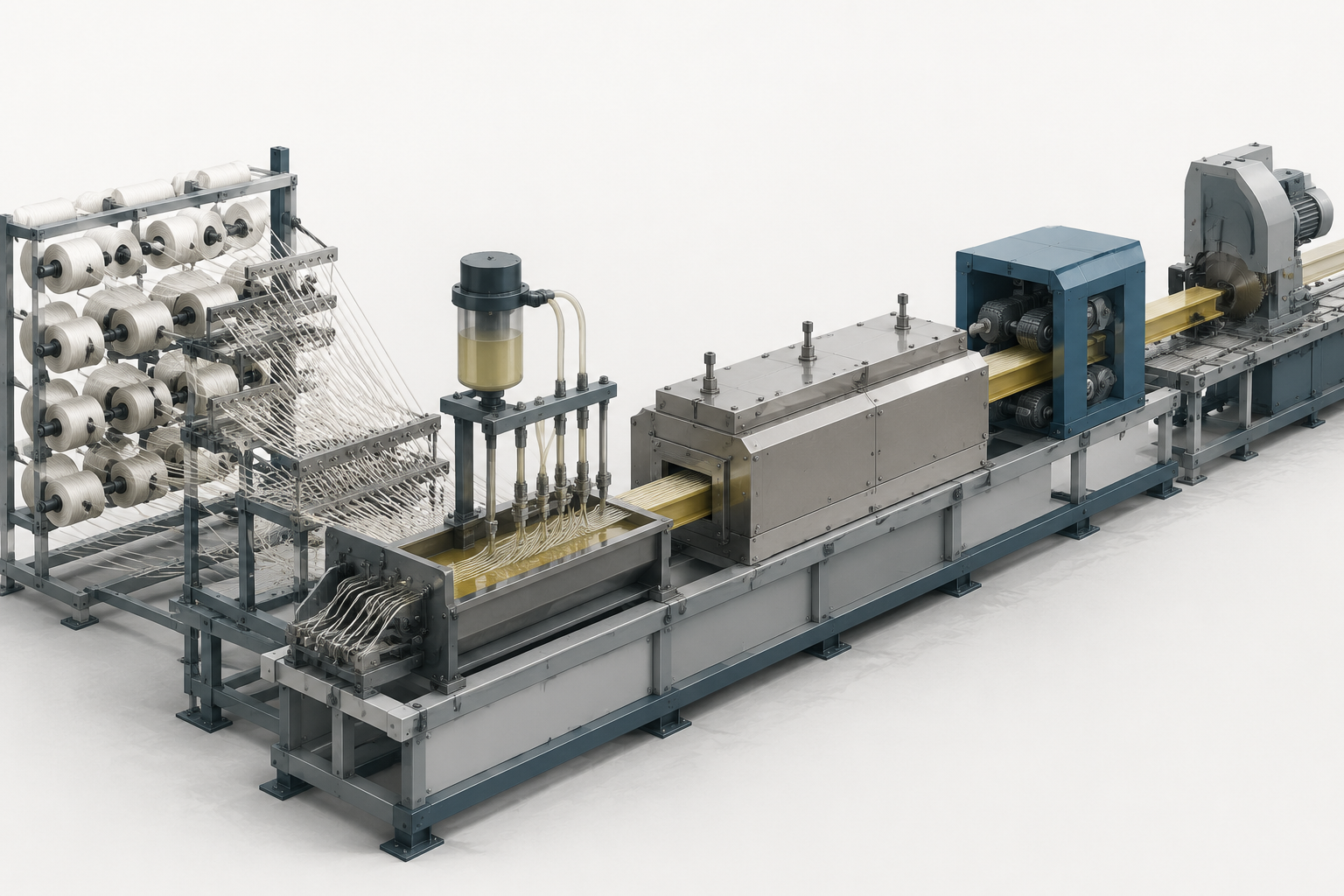
浸润、固化、预成型、模具行为、线速度、直线度和批次稳定性。
装配、表面路线、测试规划、认证准备和户外长期使用风险。
为什么需要它
一套复合材料路线在数据表上看起来成立,到了产线却可能卡在浸润不稳、 固化窗口窄、直线度漂移、表面缺陷、装配不匹配,或者量产节拍下守不住公差。
LAU Composites 的价值在于工艺判断。我们把树脂化学、增强结构、预成型、 模具、拉挤窗口、表面策略、装配逻辑和认证准备度放到同一条工艺判断路径里。
独立技术视角
材料供应商熟悉自己的树脂体系,拉挤工厂熟悉自己的产线。许多导入问题, 恰好发生在材料行为、模具、工艺控制和量产约束相互作用的地方。
但未必看得到客户的模具、预成型、线速度、表面路线、公差和生产约束如何改变材料表现。
但未必会从树脂体系、配方包、增强逻辑和材料-工艺界面重新设计问题。
我们评估树脂路线、截面设计、预成型、模具、拉挤窗口、装配方案和验证路径能否在量产中协同成立。
专家主导
咨询的价值,是在团队投入资金之前,横向读懂树脂化学、增强结构、预成型、 模具行为、线速度、装配细节和测试准备度,避免选择一条只在纸面上正确的路线。
在芬兰复合材料集团体系内工作,负责本地研发管理、海外团队技术沟通、 转移项目本地化,并支持客户项目试生产。
“我比多数树脂供应商更懂拉挤,也比多数拉挤工厂更懂树脂体系。”
工艺判断路径
把应用目标转化为材料、截面、装配和测试含义。
比较 PU、环氧、热塑、阻燃、涂层和免涂装路线。
检查浸润、固化、预成型、模具行为、速度、直线度和缺陷。
评估机加工、角码配合、压块行为、涂层附着和表面质量。
提前准备 UV、湿热、冷热循环、盐雾、PID、疲劳和批次稳定性。
案例证据
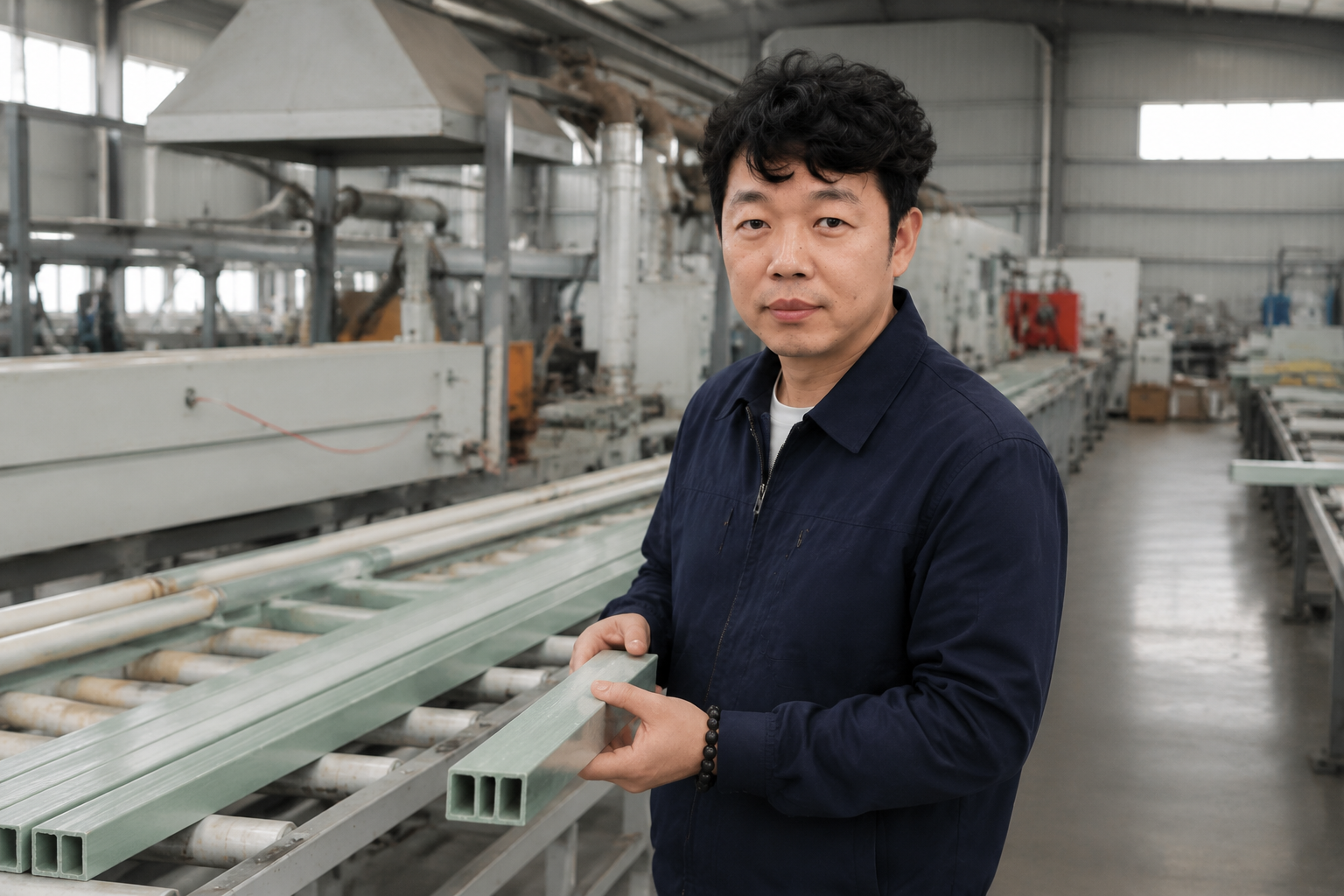
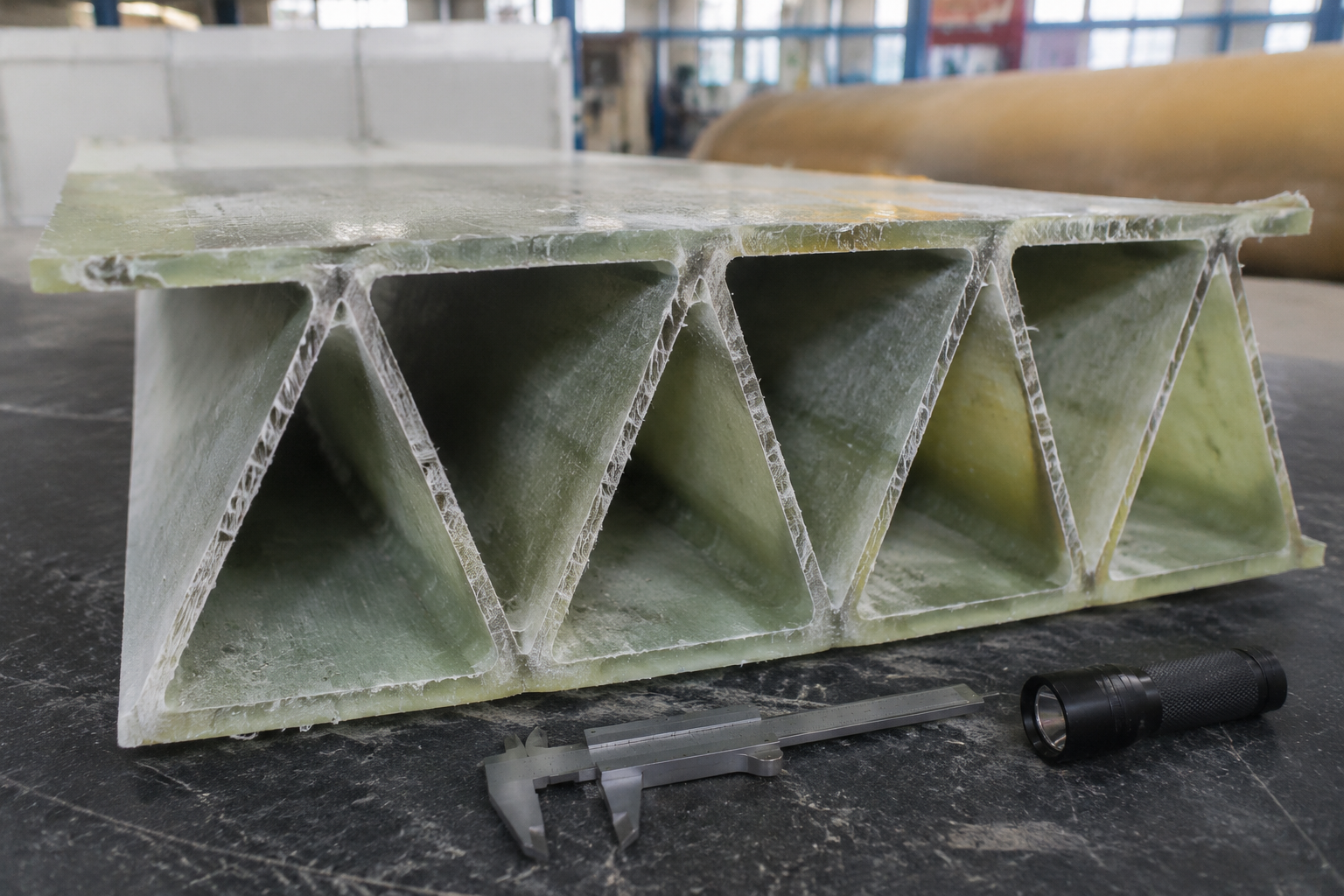
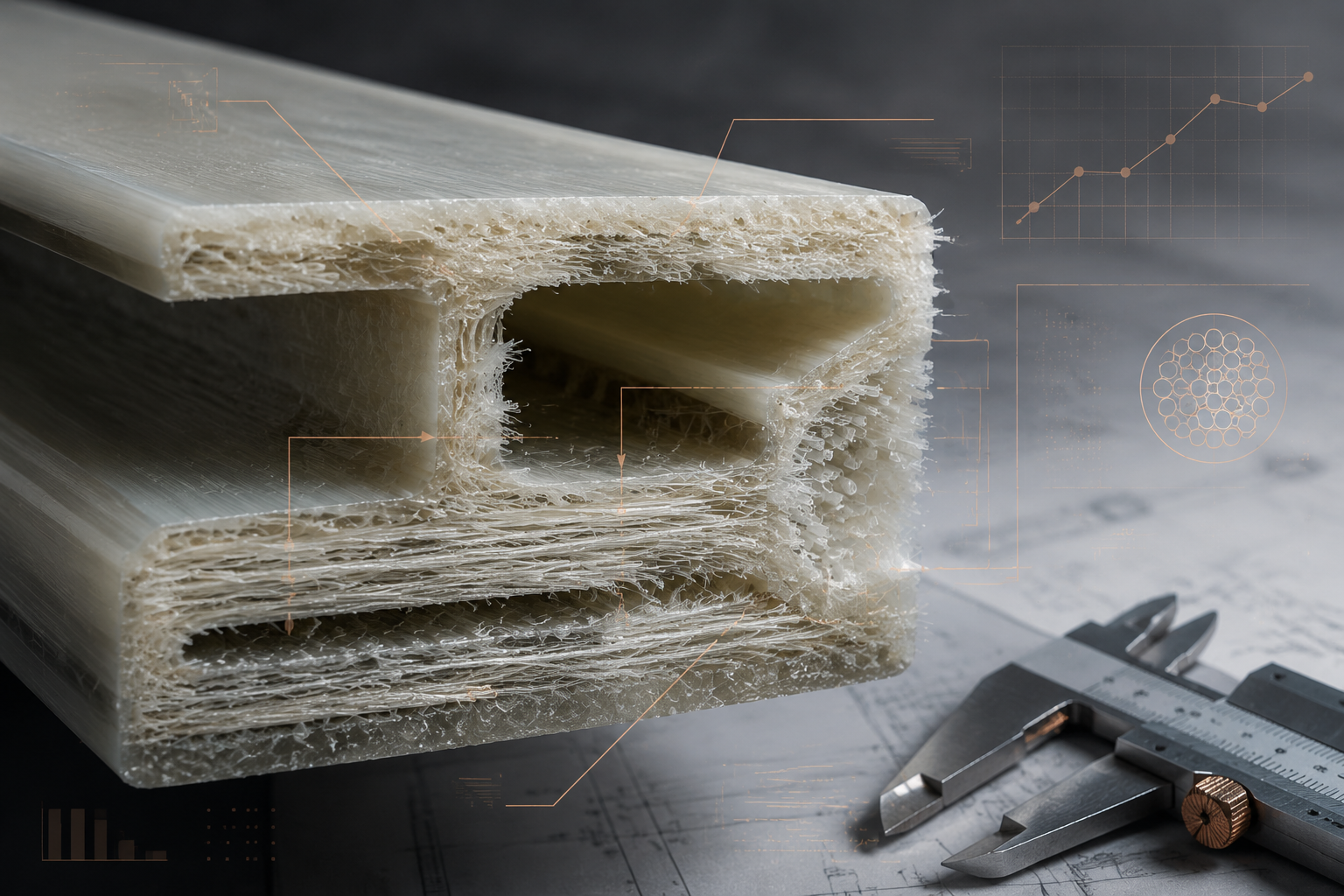
从大巴蒙皮、风电内部结构件、电池包多空腔型材到光伏边框系统,项目风险往往不在某一个材料参数, 而在材料、结构、工艺、表面质量、装配和验证路径能否一起成立。

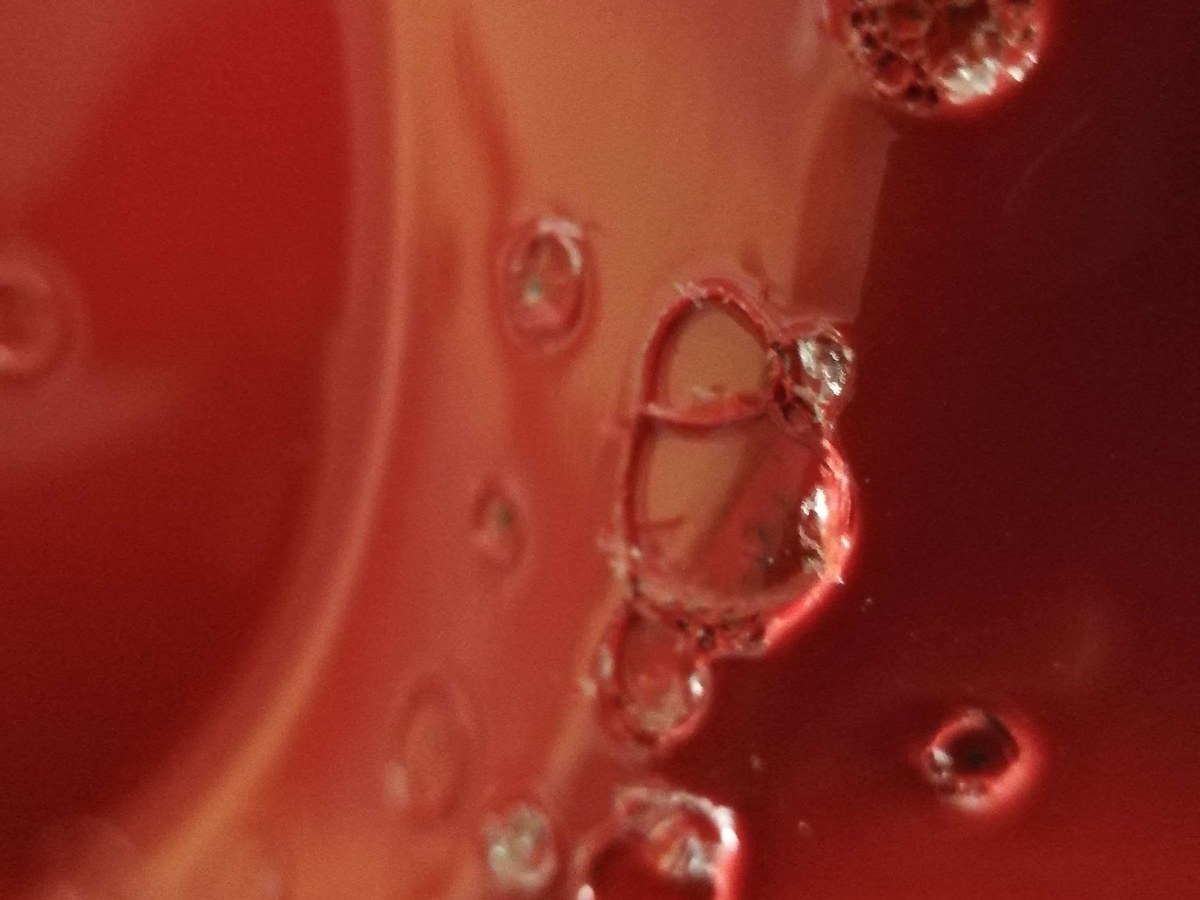

核心难点不是“复合材料能不能减重”,而是表面气泡、喷漆附着力和 A 面外观质量背后的联动判断。
内部空隙和气泡不是简单外观问题,而会影响浸润质量、预成型一致性、强度和长期疲劳可靠性。
判断重点:内部缺陷 -> 工艺窗口 -> 疲劳可靠性
重点不在绝缘,而在阻燃、强度、多空腔结构和制造可行性之间的取舍。
判断重点:阻燃等级 -> 复杂截面 -> 稳定量产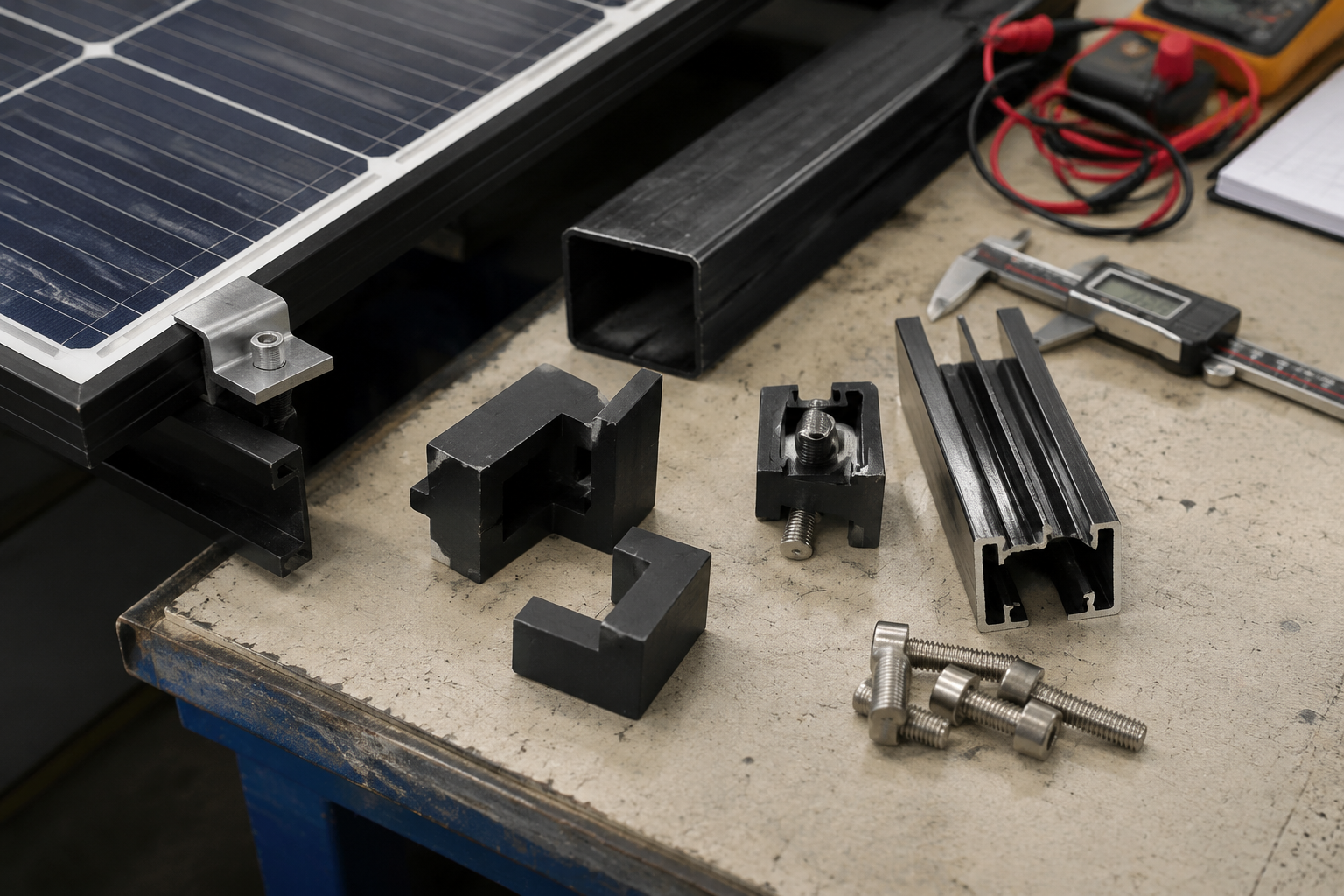
重点是判断一套具体边框方案能否进入稳定拉挤、装配、认证和户外长期使用。
判断重点:直线度 -> 角码装配 -> 认证和户外长期表现我们关注的不是某个单点指标,而是这套方案能否从样件、试产进入稳定量产和长期使用。
服务方式
基于图纸、TDS、样件历史、失效照片、供应商技术资料和应用目标,先建立项目风险框架。
在模具或认证投入前,评估材料路线、供应商技术资格、测试路径和样件决策。
针对拉挤、涂层、装配、尺寸、生产或认证中的不稳定问题,提供项目制支持。
技术洞察
数据表之后还要检查什么:工艺、装配、测试和批次稳定性。
浸润、固化、模具行为、直线度和线速度如何形成生产风险。
IEC / TÜV 准备度必须连接涂层、角码装配、绝缘和现场暴露。
应用场景
量产准备度
判断一套复合材料路线是否成熟,需要同时看需求、材料、工艺、 装配、认证和现场表现,而不是只看某一个测试结果。
树脂路线、纤维结构、韧性、老化和成本窗口。
浸润、固化、线速度、直线度、公差和批次节奏。
涂层附着、UV 暴露、颜色稳定性、脱模和修复路径。
角码、压块、机加工、拉脱、配合和安装操作。
IEC / TÜV 语境、盐雾、湿热、冷热循环、PID 和绝缘。
海边、屋顶、BIPV 暴露、维护可达性和质保风险。
模具投入前
请先填写项目所在国家、项目类型,以及你希望降低风险的问题。 这个阶段不需要上传文件。
为保护你的知识产权,请不要通过此表单发送保密图纸、数据表或内部报告。 我们会先了解项目风险,如有需要,再通过邮件、WhatsApp 或 NDA 支持的方式索取技术文件。
常见问题
当然应该和他们沟通。但许多失效发生在材料选择和真实生产之间。 LAU 会评估树脂路线、截面设计、预成型、模具、拉挤窗口、装配和验证能否协同成立。
不是。服务重点是供应商技术资格评估和供应链技术风险审核, 不依赖供应商佣金或采购差价。
不需要。第一份表单只收集项目背景。如有必要,保密文件可后续通过邮件、 WhatsApp 或 NDA 支持的方式交换。